- Über uns
- Unternehmen
- Produktion
- Geschichte
- Messen
- Ereignisse
- Neuheiten
- KAN-therm GmbH erhält BVF-Siegel
- KAN-press 6in1 erhält ab sofort ein neues Zertifikat
- Neue Produkte
- Herzlichen Dank an alle Besucher auf unserem ISH Messestand.
- Messen SHK Essen und IFH Nürnberg
- KAN-therm Mobile App
- Aktuelles Produktprogramm mit Bruttopreisstellung
- Neuer Vertriebsmitarbeiter für die Region Bayern
- KAN-therm auf der ISH in Frankfurt
- KAN-therm wieder zu Gast beim Skisprung-Weltcup in Planica
- Unser Newsletter kommt bald
- KAN Quick Surface
- Aquatech China 2017
- Besuchen Sie KAN-therm auf der Aquatech China
- Wir vergrößern uns
- Neue Produkte - Steel-M und Inox-M
- KAN-therm im Kultur- und Kongresszentrum „CKK Jordanki“
- Begleiten Sie uns auf Facebook!
- Verteilerschranksysteme nach neuester Technologie von KAN-therm
- Vernickelte Rohrkupplungen für Trinkwasser – Gefahren für die Gesundheit
- Eröffnungsfeier der KAN-therm in China
- SHK ESSEN 2018
- IFH Intherm 2018
- BUILDEX CHINA 2018
- Fußbodenheizung – häufigste Fehler – Teil 1
- Fußbodenheizung – häufigste Fehler – Teil 2
- Dank für Ihren Besuch auf der Buildex China 2018
- KAN-therm Hungary Kft. und neugotische Architektur
- Vielen Dank, dass Sie mit uns an der AHR EXPO-MEXIKO 2018 beteiligt waren
- KAN-therm System im Porsche Showroom
- ISH 2019 Frankfurt
- Qualität im Fokus
- Treffen wir uns auf der ISH Frankfurt!
- Vielen Dank für Ihren Besuch auf der ISH 2019 Frankfurt
- Neuheiten
- Für Medien
- Wissenbasis
- Produkte
- KAN-therm Installationssysteme
- System KAN-therm ultraLINE
- System KAN-therm ultraPRESS 6in1. Installationssystem für Trinkwasser und Heizung
- System KAN-therm Flächenheizung und Flächenkühlung
- System KAN-therm Inox-M
- System KAN-therm Steel-M (C-Stahl)
- System KAN-therm PP Green
- KAN-therm Heizkreisverteiler InoxFlow
- KAN-therm Schränke Slim+
- Schnellauslegung
- Vorteile
- Systeme: Typen
- Anlagen
- Garantie / ISO
- KAN-therm Installationssysteme
- Download
- Referenzen
- Kontakt
- Karriere
- Impressum





Verbindungstechnik KAN-therm-Inox-M (Edelstahl)
Das System KAN-therm Inox-M basiert auf der Technik der ultraPRESSverbindungen in welcher das Klemmprofil „M” verwendet wird. Dadurch werden erreicht:
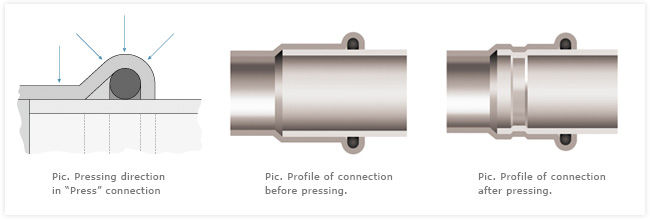
• Flächenverpressung auf O-Ring zur Gewährleistung der entsprechenden Verformung und Aufliegen an der Rohroberfläche,
• vollständig geschlossener Raum, in welchem der O-Ring sitzt, durch Andrücken der Profilkante an Rohroberfläche, somit können in das Rohrinnere keine Verschmutzungen gelangen, gleichzeitig ist ein natürlicher mechanischer Schutz der Abdichtung und eine mechanische Verstärkung der Verbindung erreicht,
• Kontrolle des Abdichtungszustandes durch die Gestaltung des O-Ring-Sitzes in der Nähe der Profilkante
1. Die Rohre sollen quer zur Rohrachse mittels Scheiben-Rohrabschneiders geschnitten werden. Andere Werkzeuge, wie Hand- und Elektrosägen zum Schneiden von Kohlenstoffstahl oder rostbeständigem Stahl können verwendet werden, soweit der rechtwinklige Schnitt und die saubere Schnittfläche gewährleistet sind. Angeschnittene Rohrstücke dürfen nicht gebrochen werden. Zum Schneiden sollen keine Brenner oder Schneidescheiben verwendet werden. Bei Planung der Schnittlänge soll die Tiefe berücksichtigt werden, auf welche das Rohr in das Profil eingesteckt wird.


2. Mittels eines manuellen oder elektrischen Kantenfasegeräts (bei größeren Durchmessern halbrunde Pfeile für Stahl) die Außen- und Innenoberfläche des geschnittenen Rohrs fasen und entgraten, damit der O-Ring bei der Montage nicht beschädigt werden kann. Auch die Feilspäne sollen von Außen- und Innenbereichs des Rohrs aufgrund des Risikos der Punktkorrosion entfernt werden.


3. Um die entsprechende Festigkeit der Verbindung zu erreichen, soll die entsprechende Tiefe beim Einstecken des Rohrs in das Profil gewährleistet werden. Die erforderliche Tiefe am Rohr (oder am Profil mit offenen Ende) markieren. Nach der Verpressung muss die Markierung direkt an der Profilkante sichtbar sein.

4. Vor der Montage soll eine Sichtkontrolle der O-Rings auf Vorhandensein und Zustand vorgenommen werden. Vergewissern Sie sich Sie auch, dass keine Feilspäne oder andere Verschmutzungen am Rohr und Profil vorhanden sind, welche die Dichtung beim Einstecken des Rohrs verursachen könnten. Vergewissern Sie sich, dass der Abstand zwischen zwei folgenden Profilen den kleinsten zulässigen Abstand nicht unterschreitet.

5. Vor dem Verpressen das Rohr ins Profil auf die markierte Tiefe axial einstecken (leichte Drehbewegung ist zulässig). Verwendung von Ölen, Schmierstoffen, Fetten zur Erleichterung des Einsteckens des Rohrs ist verboten (zulässig ist Wasser oder Seifenlauge – empfehlenswert bei Druckprobe mit Druckluft). Bei gleichzeitiger Montage von mehreren Verbindungen (Rohre in Profile einstecken) muss vor jedem Verpressen der Verbindung die am Rohr markierte Einstecktiefe kontrolliert werden.

6. Vor Beginn der Verpressung sollen die Werkzeuge auf ordnungsgemäßen Zustand geprüft werden. Empfehlenswert sind ultraPRESSen und ultraPRESSbacken des Systems KAN-therm. Das gewählte Backenmaß muss zum Durchmesser der Verbindung passen. Die ultraPRESSbacke soll an der Muffe so aufgelegt werden, dass ihr Profil den O-Ring-Sitz in der Muffe genau umfasst (gewölbter Bereich des Profils). nach Einschalten der ultraPRESSe erfolgt die Verpressung automatisch und kann nicht gestoppt werden. Falls die Verpressung aus einem Grund unterbrochen wird, muss die Verbindung abgebaut (ausgeschnitten) und erneut verpresst werden.

6.1. Zum Verpressen von drei größten Durchmessern (64; 76,1; 88,9; 108) werden spezielle vierteilige Backen und die ultraPRESSe der Marke Klauke oder Novopress verwendet. Nach Entnahme der Backen aus dem Koffer sollen die Backen durch Herausnahme des speziellem Bolzens entsichert und dann zerlegt werden.
.

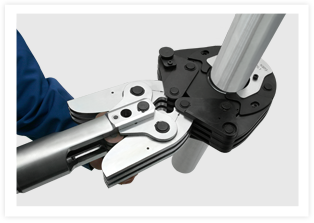
6.2. Die zerlegte Backe wird auf das Profil gelegt. Die Backe hat eine spezielle Rille, in welche der Profilkragen eingepasst werden muss. Achtung: Das Schild mit aufgedruckter Backengröße (in der Abbildung zu sehen) muss sich immer auf der Rohrseite befinden.

6.3. Nach der korrekten Montage der Backe am Profil soll die Backe durch Einschieben des Bolzens bis zum Anschlag gesichert werden. Jetzt ist die Backe zur Verbindung mit der ultraPRESSe bereit.
.

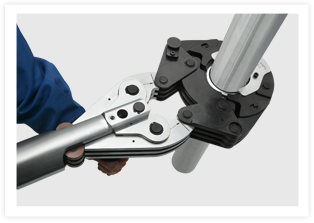
6.4. Die ultraPRESSe muss mit der Backe wie abgebildet verbunden sein. Es muss unbedingt beachtet werden, dass die Klemmarme des Geräts bis zum Anschlag in speziellen Positionen der Backe eingesteckt sind. Die Positionen der max. Einsteckung sind an den Gerätearmen markiert. Die so angeschlossene ultraPRESSe kann zur Durchführung der vollständigen Verpressung gestartet werden.
.
6.5. Nach dem Einschalten der ultraPRESSe erfolgt die Verpressung automatisch und kann nicht gestoppt werden. Falls die Verpressung aus einem Grund unterbrochen wird, muss die Verbindung abgebaut (ausgeschnitten) und erneut verpresst werden. Nach dem Verpressen kehrt die ultraPRESSe zur Ausgangsposition automatisch zurück. Dann die Arme der ultraPRESSe aus der backe ziehen. Um die Backe vom Profil abzunehmen, muss sie durch Herausziehen des Bolzend wieder entsichert und zerlegt werden. Die Backen sollen in Koffern im gesicherten Zustand aufbewahrt werden– verriegelt.