





















- Über uns
- Unternehmen
- Produktion
- Geschichte
- Messen
- Ereignisse
- Neuheiten
- KAN-therm GmbH erhält BVF-Siegel
- KAN-press 6in1 erhält ab sofort ein neues Zertifikat
- Neue Produkte
- Herzlichen Dank an alle Besucher auf unserem ISH Messestand.
- Messen SHK Essen und IFH Nürnberg
- KAN-therm Mobile App
- Aktuelles Produktprogramm mit Bruttopreisstellung
- Neuer Vertriebsmitarbeiter für die Region Bayern
- KAN-therm auf der ISH in Frankfurt
- KAN-therm wieder zu Gast beim Skisprung-Weltcup in Planica
- Unser Newsletter kommt bald
- KAN Quick Surface
- Aquatech China 2017
- Besuchen Sie KAN-therm auf der Aquatech China
- Wir vergrößern uns
- Neue Produkte - Steel-M und Inox-M
- KAN-therm im Kultur- und Kongresszentrum „CKK Jordanki“
- Begleiten Sie uns auf Facebook!
- Verteilerschranksysteme nach neuester Technologie von KAN-therm
- Vernickelte Rohrkupplungen für Trinkwasser – Gefahren für die Gesundheit
- Eröffnungsfeier der KAN-therm in China
- SHK ESSEN 2018
- IFH Intherm 2018
- BUILDEX CHINA 2018
- Fußbodenheizung – häufigste Fehler – Teil 1
- Fußbodenheizung – häufigste Fehler – Teil 2
- Dank für Ihren Besuch auf der Buildex China 2018
- KAN-therm Hungary Kft. und neugotische Architektur
- Vielen Dank, dass Sie mit uns an der AHR EXPO-MEXIKO 2018 beteiligt waren
- KAN-therm System im Porsche Showroom
- ISH 2019 Frankfurt
- Qualität im Fokus
- Treffen wir uns auf der ISH Frankfurt!
- Vielen Dank für Ihren Besuch auf der ISH 2019 Frankfurt
- Neuheiten
- Für Medien
- Wissenbasis
- Produkte
- KAN-therm Installationssysteme
- System KAN-therm ultraLINE
- System KAN-therm ultraPRESS 6in1. Installationssystem für Trinkwasser und Heizung
- System KAN-therm Flächenheizung und Flächenkühlung
- System KAN-therm Inox-M
- System KAN-therm Steel-M (C-Stahl)
- System KAN-therm PP Green
- KAN-therm Heizkreisverteiler InoxFlow
- KAN-therm Schränke Slim+
- Schnellauslegung
- Vorteile
- Systeme: Typen
- Anlagen
- Garantie / ISO
- KAN-therm Installationssysteme
- Download
- Referenzen
- Kontakt
- Karriere
- Impressum





Anschlusstechnik
Das Verbinden der Propylenteilen aus KAN-therm PP beruht auf die Muffenschweißung. Dies erfolgt durch gleichzeitiges Aufwärmung der äußeren und inneren Muffenfläche bis zu 260 0C. Das Aufwärmungsverfahren (Plastisierung) erfolgt mit dem elektrischen Schweißgerät, das über die Heizplatte mit den austauschbaren (für jeden Durchmesser), teflonbeschichteten Heizaufsätzen verfügt. Abhängig von dem Durchmesser der Rohr dauert die Beziehung der Teilen von 5 bis zu 50 Sekunden, Nach dem Ablauf der Aufwärmungsdauer sind die Teile von dem Aufsätzen zu entfernen und die Rohr sofort (ohne Drehbewegung) in die Formstückmuffe auf die bestimmte Tiefe hereinzuschieben. Dann erfolgt die gemeinsame Durchdringung und Mischung der Teilchen von beiden verbindenden Teilen.
Beim Schweißverfahren müssen die Schweißparameter (Aufwärmungsdauer, Verbindungsdauer und Kühlungsdauer sowie die Schweißteife) beachtet werden.
1. Schneiden der Rohre mit den Scheren.
2. Entfernung der Alufolie mit Rabo (nur für integrierte Rohre Stabi Al).


3. Markierung der Schweißtiefe.
4. Aufwärmen der Rohr und des Fittings.
.png)
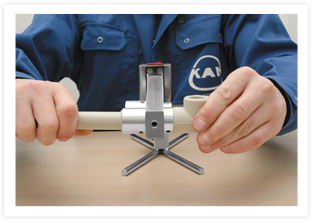
5. Łączenie elementów.
6. Einhaltung und Kühlung der Verbindung.

