- Über uns
- Unternehmen
- Produktion
- Geschichte
- Messen
- Ereignisse
- Neuheiten
- KAN-therm GmbH erhält BVF-Siegel
- KAN-press 6in1 erhält ab sofort ein neues Zertifikat
- Neue Produkte
- Herzlichen Dank an alle Besucher auf unserem ISH Messestand.
- Messen SHK Essen und IFH Nürnberg
- KAN-therm Mobile App
- Aktuelles Produktprogramm mit Bruttopreisstellung
- Neuer Vertriebsmitarbeiter für die Region Bayern
- KAN-therm auf der ISH in Frankfurt
- KAN-therm wieder zu Gast beim Skisprung-Weltcup in Planica
- Unser Newsletter kommt bald
- KAN Quick Surface
- Aquatech China 2017
- Besuchen Sie KAN-therm auf der Aquatech China
- Wir vergrößern uns
- Neue Produkte - Steel-M und Inox-M
- KAN-therm im Kultur- und Kongresszentrum „CKK Jordanki“
- Begleiten Sie uns auf Facebook!
- Verteilerschranksysteme nach neuester Technologie von KAN-therm
- Vernickelte Rohrkupplungen für Trinkwasser – Gefahren für die Gesundheit
- Eröffnungsfeier der KAN-therm in China
- SHK ESSEN 2018
- IFH Intherm 2018
- BUILDEX CHINA 2018
- Fußbodenheizung – häufigste Fehler – Teil 1
- Fußbodenheizung – häufigste Fehler – Teil 2
- Dank für Ihren Besuch auf der Buildex China 2018
- KAN-therm Hungary Kft. und neugotische Architektur
- Vielen Dank, dass Sie mit uns an der AHR EXPO-MEXIKO 2018 beteiligt waren
- KAN-therm System im Porsche Showroom
- ISH 2019 Frankfurt
- Qualität im Fokus
- Treffen wir uns auf der ISH Frankfurt!
- Vielen Dank für Ihren Besuch auf der ISH 2019 Frankfurt
- Neuheiten
- Für Medien
- Wissenbasis
- Produkte
- KAN-therm Installationssysteme
- System KAN-therm ultraLINE
- System KAN-therm ultraPRESS 6in1. Installationssystem für Trinkwasser und Heizung
- System KAN-therm Flächenheizung und Flächenkühlung
- System KAN-therm Inox-M
- System KAN-therm Steel-M (C-Stahl)
- System KAN-therm PP Green
- KAN-therm Heizkreisverteiler InoxFlow
- KAN-therm Schränke Slim+
- Schnellauslegung
- Vorteile
- Systeme: Typen
- Anlagen
- Garantie / ISO
- KAN-therm Installationssysteme
- Download
- Referenzen
- Kontakt
- Karriere
- Impressum





Verbindungstechnik
Das System KAN-therm Inox Sprinkler basiert auf der Technik der Fertigung von den gepressten Verbindungen „ultraPRESS” bei der das „M“-Klemmenformstück eingesetzt ist. Dies ermöglicht:
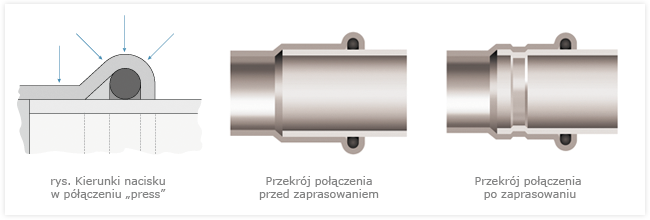
- den Dreiflächendruck auf O-Ring zu erzeugen und damit sichert, dass er richtig verformt wird und an Rohrfläche anhaften wird,
- die Fläche voll zu schließen, in der der O-Ring gesetzt ist, indem der Formstückrand an Rohrfläche zugedrückt wird. Dies vorbeugt, dass die Verschmutzungen in das Formstückinnere gelangen und bildet den natürlichen mechanischen Schutz der Dichtung und mechanische Verstärkung des Anschlusses,
- den Dichtungsstand in Hinsicht auf die Form der O-Ring-Buchse in der Nähe des Formstückrandes zu prüfen.
1. Die Rohren sollen mit dem Abschneidemesser geschnitten werden. Es sind auch andere Werkzeuge mit Handsägen und elektrischen sägen zum Schneiden des nichtrostenden Stahls zugelassen, indem es gewährt sein muss, dass sie senkrecht geschnitten werden und die Ränder nicht beschädigt werden. Das Brechen der angeschnittenen Rohrabschnitten ist ausgeschlossen. Beim Schneider sind auch die Brenner und Schneidescheiben nicht zulässig. Bei der Abmessung der zu schneidenden Strecken soll die Tiefe beachtet werden, auf die die Rohre in die Formstücke eingeschoben werden.


2. Beim Einsatz des Hand- oder elektrischen Entgraters (für größere Durchmesser der halbrunden Feile aus Stahl) soll auch der Innen- und Außenrand der geschnittenen Rohr gefast werden und damit alle Dorne entfernt werden, den O-Ring bei dem Einbau beschädigen können. Es sollen auch die in der Rohr oder an dem Rohr vorhandenen Feilstäbe entfernt werden, die das Risiko der pünktliche Korrosion erhöhen.


3. Um die entsprechende Festigkeit der Verbindung zu sichern, soll die Rohr in das Formstück angemessen tief eingeschoben werden. Die erforderliche Einschublänge soll auf dem Rohr (oder an dem Formstück mit nackter Ende) mit dem Markezeichen gezeichnet werden. Nach dem ultraPRESSen muss das Markenzeichen am Formstückrand sichtbar sein.

4. Vor der Montage soll das Vorhandensein von O-Ring und der O-Ring-Zustand geprüft werden. Die Rohr und das Formstück auf die Verschmutzungen und Feilsäge prüfen, die die Dichtung bei Einschieben des Rohrs beschädigen können. Man soll sich vergewissern, ob der Abstand zwischen den nächsten Formstücken nicht von dem Mindestwert unterschritten wurde.

5. Vor dem Einpressen soll die Rohr axial in die Fitting so tief eingeschoben werden, wie dies auf dem Markezeichen angebracht wurde (eine leichte Drehbewegung ist zulässig). Der Einsatz von Ölen, Schmierstoffen und Fetten zur Erleichterung des Einschubes ist verboten (es ist das Wasser oder die Seifelösung zugelassen – empfohlen bei der Druckprobe mit der Druckluft). Sollten gleichzeitig mehrere Verbindungen eingebaut werden (Einschieben der Rohre in die Formstücke), soll vor dem Einpressen jedes weiteres Anschlusses die Tiefe kontrolliert werden, die an der Rohr angebracht ist.

6. Bevor mit dem Einpressen begonnen wird, hat man die Funktionsfähigkeit der Werkzeugen prüfen sollen. Es sind die ultraPRESSzangen und die ultraPRESSbacken aus KAN-therm Inox Sprinkler empfohlen. Die Größe der ultraPRESSbacke soll dem Durchmesser des gefertigten Anschlusses angepasst werden. Die ultraPRESSbacke soll so an die Fittinge angebracht werden, dass die durchgeführte Formstückarbeit genau dem Sitzplatz des O-Rings in dem Formstück (vorstehender Teil des Formstücks) angepasst wird. Nach der Inbetriebnahme der ultraPRESSzangen erfolgt das ultraPRESSen automatisch und kann nicht gestoppt werden. Treten die Umständen auf, die zur Unterbrechung des ultraPRESSens führen, soll die Verbindung ausgebaut (ausgezogen) werde und eine neue Verbindung richtig gefertigt werden.

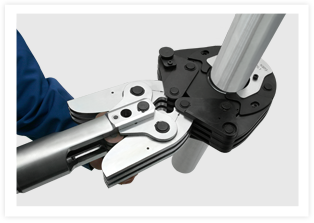
6.1. Zum ultraPRESSen der größten Durchmesser (64; 76,1; 88,9; 108) dienen die speziellen vierteiligen ultraPRESSbacken und die ultraPRESSzangen von Klauke oder Novopress. Nach dem Herausnehmen der Backe aus dem Koffer soll diese entsperrt werden, indem der Sonderdorn ausgesteckt wird und sie ausgebaut wird.

6.2. Die ausgebaute Backe soll an das Formstück angebracht werden. Die Backe ist mit einer spezieller Rille zum Einpassen der Formstückflansche versehen. Die Tafle mit der angebrachten Backenabmessung (auf der Abbildung dargestellt) soll immer seitens Rohr vorhanden sein.

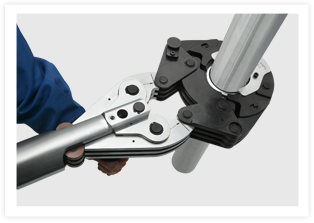
6.3. Nachdem die Backen an dem Formstück angebracht worden sind, soll es durch nochmaliges Einstecken des Dornes gesichert werden. Dann ist die Backe zum Anschließen an ultraPRESSzangen bereit.

6.4. Die ultraPRESSzangen müssen an die Backe wie auf der Abbildung dargestellt angeschlossen werden. Es muss unbedingt beachtet werden, dass die ultraPRESSarmen voll in die spezielle Plätze in der Backe eingeschoben werden. Die Stellen zum maximalen Einschieben sind an den Gerätarmen gezeichnet. So angeschlossenen ultraPRESSzangen können zum vollen Einpressen des Anschlusses freigegeben werden.
6.5. Nach dem Einschalten der ultraPRESSzangen erfolgt das ultraPRESSen automatisch und kann nicht eingehalten werden. Treten die Umstände auf, die zur Unterbrechung des ultraPRESSens führen, so soll die Verbindung demontiert (ausgeschnitten) werden und von Anfang an eine neue Verbindung gefertigt werden. Nach dem Einpressen erfolgt der automatische Rückkehr nach der ursprünglichen Lage. Dann sollen die ultraPRESSzangenarme aus der Backe ausgeschoben werden. Um die Backe vom Formstück zu entfernen soll sie durch Herausschieben des Dornes entsperrt werden und ausgebaut werden. Die Backe sind in den Koffern gesichert aufzubewahren – verriegelt.